Understanding the significance of these influences is critical for achieving optimal performance since even slight changes in the mass flow accuracy of a feeder or multiple feeders can make a significant difference in both end product quality and in raw ingredient costs. A LIW feeder can be especially sensitive to ambient influences because it must accurately measure very small differences in the weight of a relatively large load – the feeding system itself.
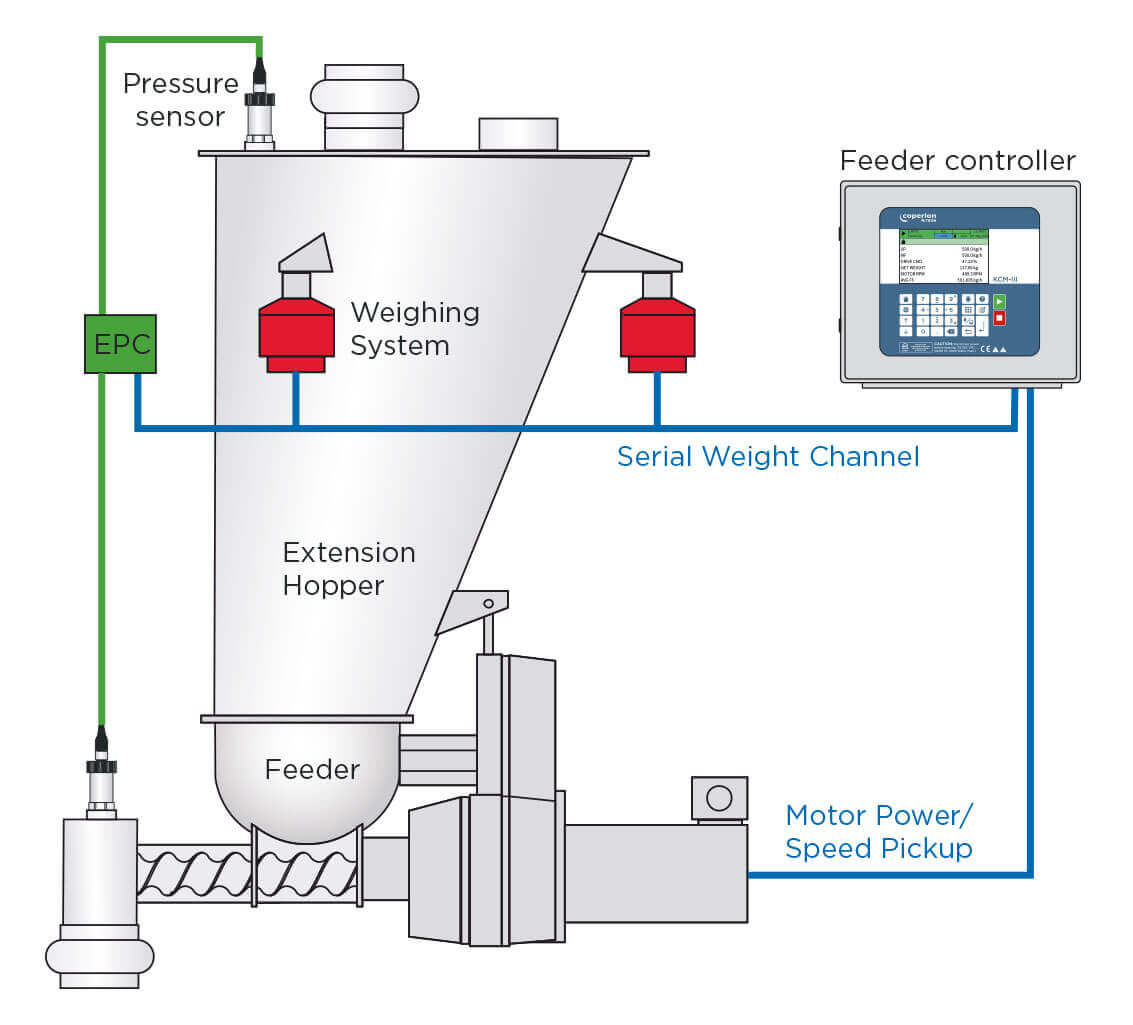
Pressure variations within the system and at the process connections can affect weighing performance. For example, if the LIW feeder discharge to the system below is closed, then any pressure differential can cause a feed rate error. A higher pressure in the downstream system, for example back pressure from a mixer or extruder, exerts an upward force against the feeder outlet and in turn on the weight sensing device, especially when the outlet is capped. In effect, this force slightly lifts the load on the scale so the controller reads a lower system weight than it should. The LIW controller would interpret the reduced weight signal to mean that mass flow is higher than expected and react by erroneously decreasing the feeder output.
Another area where a pressure differential can interfere with weighing accuracy is in the feeder’s hopper. An increase in air pressure in the hopper due to the sudden inflow of material during refill, a clogged vent filter, a dust collection system connected to the hopper vent, or a nitrogen blanket applied to the hopper are some of the potential sources of pressure variations. Any positive air pressure acts equally towards all sides and so also pushes up on the hopper lid and the refill valve. Because the force in the inlet area isn’t applied to the hopper lid but to the refill valve above, pressure forces inside the hopper aren’t balanced. Due to the inlet opening, forces acting upon the lid are lower than those acting oppositely on the floor of the hopper. These higher forces pressing down result in an increase in the weight signal. The LIW controller would interpret the increased weight signal to mean that mass flow is slowing and react by erroneously increasing the feeder output creating a mass-flow error.
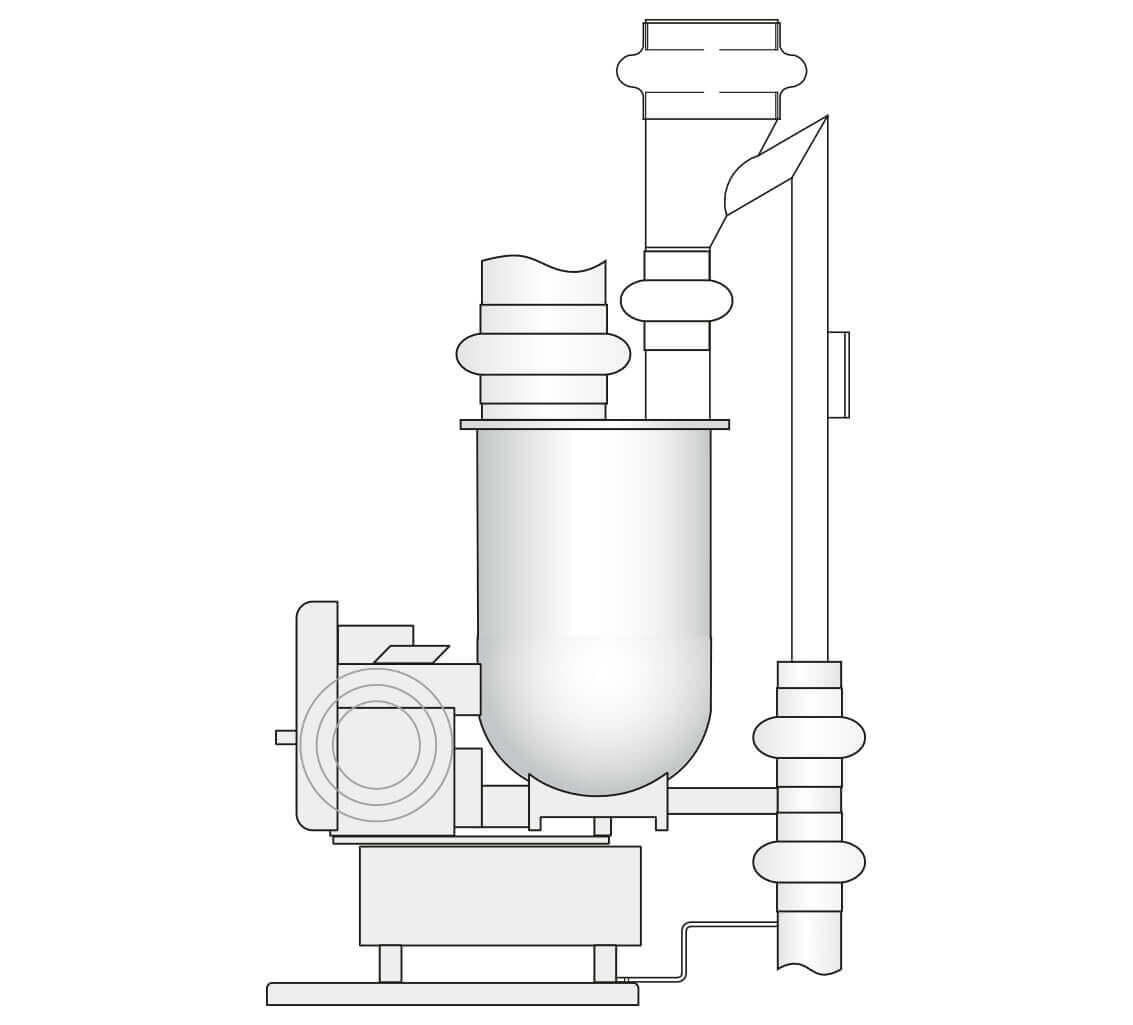
Traditionally, these troublesome pressure fluctuations have been compensated for by mechanical means, as shown in Figure 1. However, factors such as mechanical tolerances, the alignment and age of the flexible bellows, and more can impact the mechanical pressure compensation and prevent the pressure from fully compensating for the forces generated by changing pressures, often making this costly solution deficient.